ENTWURFSPRÜFUNG UND VORBEREITUNG DER PRODUKTIONSWERKZEUGE.
Die erste Phase des PCB-Herstellungsprozesses umfasst eine Überprüfung des vom Designer bereitgestellten Fertigungsdatenpakets und die Vorbereitung der Fertigungswerkzeuge und CAM-Daten.
Produktionsdatenpaket
Das Ergebnis des PCB-Herstellungsprozesses ist ein Datenpaket, das dem Hersteller in einem Industriestandardformat - Extended Gerber oder ODB++ - zur Verfügung gestellt wird. Die Gerber-Dateien definieren die Kupferlagen, Lötmaskenlagen und Bauteilbezeichnungen. Darüber hinaus enthält das Fertigungsdatenpaket eine Bohrdatei, eine Netzliste und allgemeine Spezifikationen.
Design für die Fertigung
Die Ingenieure prüfen das Datenpaket und stellen sicher, dass alle für die Fertigung erforderlichen Informationen klar und vollständig sind. Wir prüfen auch, ob das Design und die Spezifikationen mit den Fertigungsmöglichkeiten übereinstimmen.
Sobald alle technischen Fragen geklärt sind, werden die notwendigen Werkzeuge für die Produktion vorbereitet.
Vorbereitung der Produktionsplatten.
Die Hersteller verwenden Standard-Fertigungspaneele. Das Fertigungspanel muss unter Berücksichtigung der Leiterplattenabmessungen und entsprechenden Fertigungsanforderungen wie z.B. Prozesskontrollcoupons, Werkzeuglöcher und Handhabung designed werden
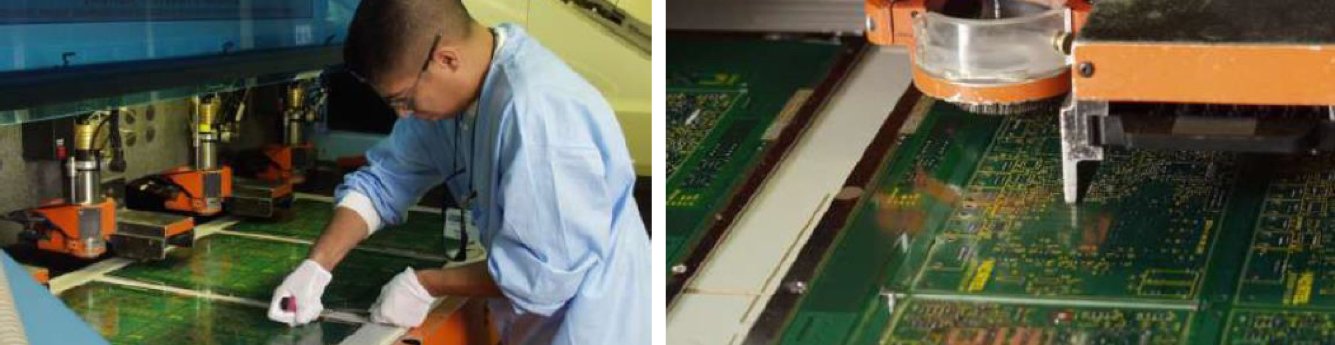
Arbeitsfilm (Fotowerkzeuge) Vorbereitung.
Mit Hilfe eines Laserplotters wird für jede Leiterplattenbestückung ein Film erstellt. Der Laserplotter befindet sich in einer Dunkelkammer mit kontrollierter Temperatur und Feuchtigkeit. Die Filme werden aufeinander abgestimmt, um eine perfekte Ausrichtung zwischen den Schichten zu gewährleisten.
Die gestanzten Registrierlöcher werden später zur Ausrichtung der Filme im UV-Belichtungsprozess verwendet. Eine andere Methode ist die Laserdirektbelichtung (LDI), bei der eine CCD-Kamera in der Belichtungsmaschine verwendet wird, um das Fototool zu registrieren.