PRZEGLĄD PROJEKTU I PRZYGOTOWANIE NARZĘDZI PRODUKCYJNYCH.
Pierwszy etap procesu wytwarzania płyt PCB obejmuje przegląd pakietu danych produkcyjnych dostarczonych przez projektanta oraz przygotowanie narzędzi produkcyjnych i danych CAM.
Pakiet danych produkcyjnych
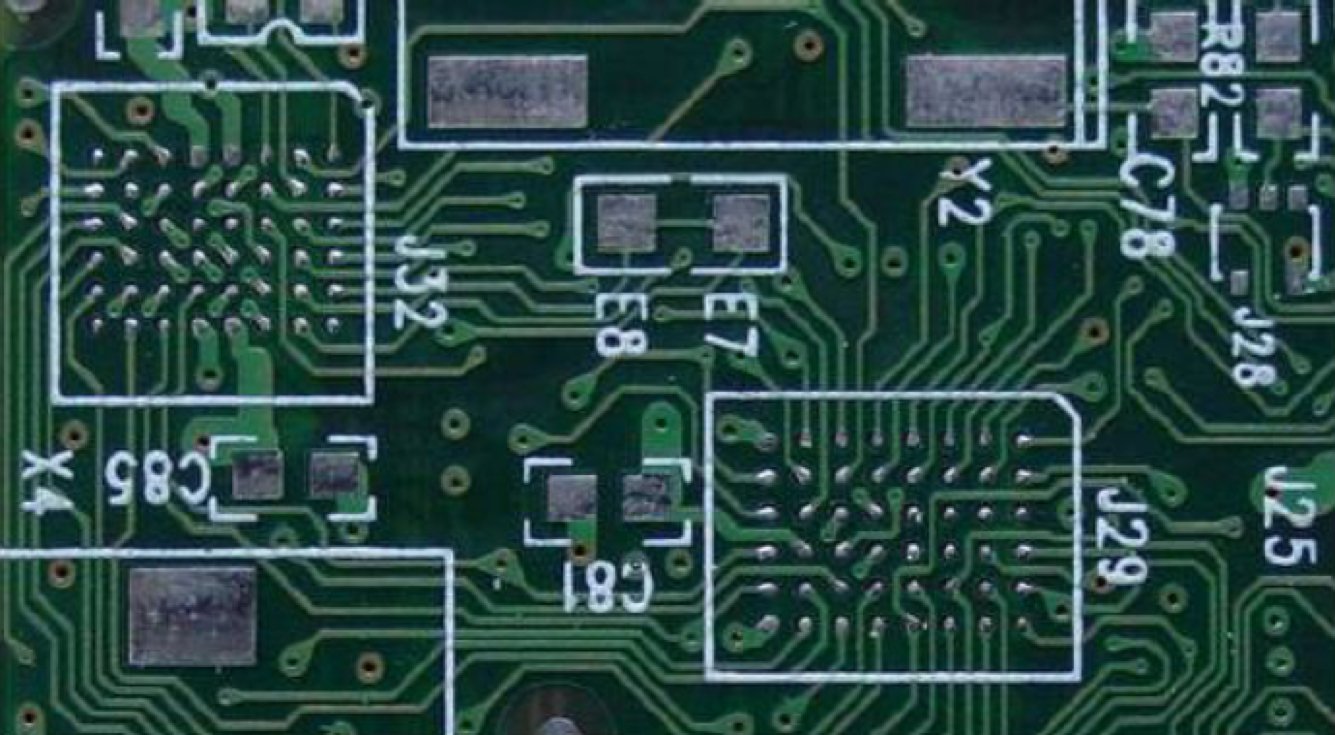
Wynikiem projektu procesu wytwarzania płytki drukowanej jest pakiet danych dostarczany producentowi w standardowym formacie przemysłowym - Extended Gerber lub ODB++. Pliki Gerber definiują warstwy miedzi, warstwy maski lutowniczej, notacje elementów. Ponadto pakiet danych produkcyjnych zawiera plik wiertła, listę sieci i ogólne specyfikacje.
Projektowanie dla produkcji
Dział techniczny sprawdzi pakiet danych i zweryfikuje, czy wszystkie informacje potrzebne do produkcji są jasne i kompletne. Sprawdzimy również, czy projekt i specyfikacje odpowiadają możliwościom produkcyjnym.
Po rozwiązaniu wszystkich kwestii inżynieryjnych zostaną przygotowane narzędzia niezbędne do produkcji. zostaną przygotowane.
Przygotowanie paneli produkcyjnych.
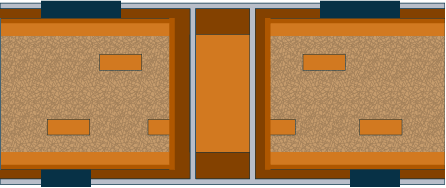
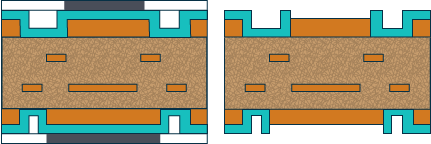
Producenci używają standardowych paneli produkcyjnych. Panel produkcyjny musi być zaprojektować tak, aby maksymalnie wykorzystać materiał, biorąc pod uwagę wymiary płytki PCB i wymagania produkcyjne: kupony kontroli procesu, otwory na narzędzia i obsługę.
Przygotowanie filmu roboczego (narzędzia fotograficzne).
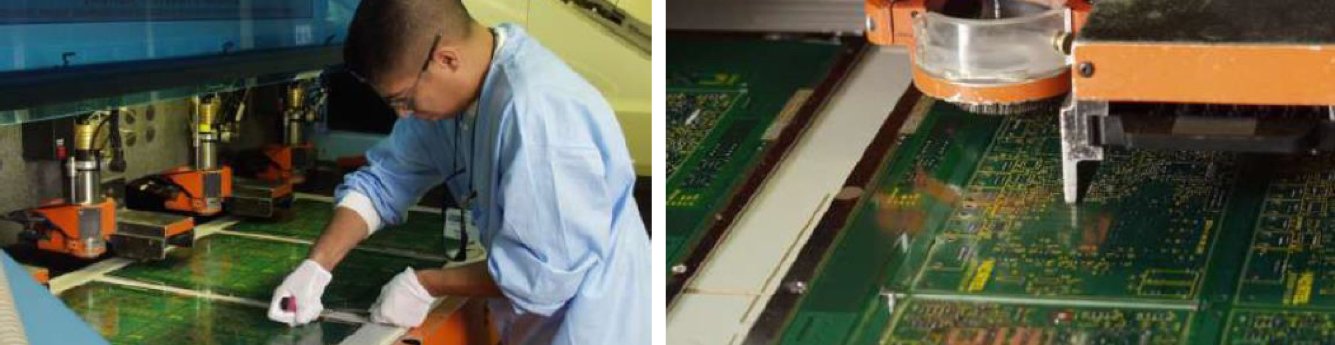
Za pomocą plotera laserowego tworzona jest folia dla każdej warstwy płytek drukowanych. Ploter laserowy znajduje się w ciemnym pomieszczeniu o kontrolowanej temperaturze i wilgotności. Folie są rejestrowane względem siebie, aby zapewnić idealne wyrównanie warstw.
Wybitych otworów rejestrujących używa się później do wyrównywania filmów w procesie naświetlania UV. Inną metodą jest bezpośrednie obrazowanie laserowe (LDI), wykorzystujące kamerę CCD w naświetlarce w celu rejestracji fototoola.