DESIGNGRANSKNING OCH FÖRBEREDELSE AV PRODUKTIONSVERKTYG.
Det första steget i PCB-tillverkningsprocessen innebär en genomgång av det tillverkningsdatapaket som tillhandahålls av konstruktören och förberedelse av tillverkningsverktygen och CAM-data.
Produktionsdatapaket
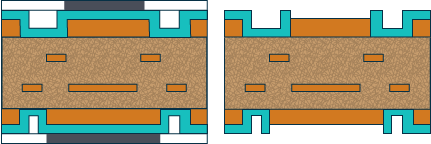
Resultatet av designen av PCB-tillverkningsprocessen är ett datapaket som tillhandahålls tillverkaren i ett branschstandardformat - Extended Gerber eller ODB++. I Gerber-filerna definieras kopparlagren, lödmasklagren och komponentbeteckningarna. Dessutom innehåller tillverkningsdatapaketet en borrfil, nätlista och allmänna specifikationer.
Design för tillverkning
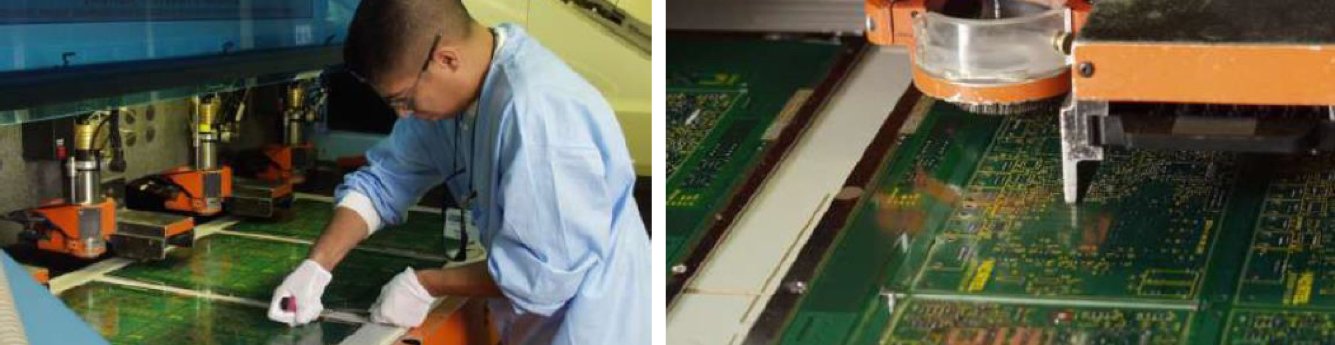
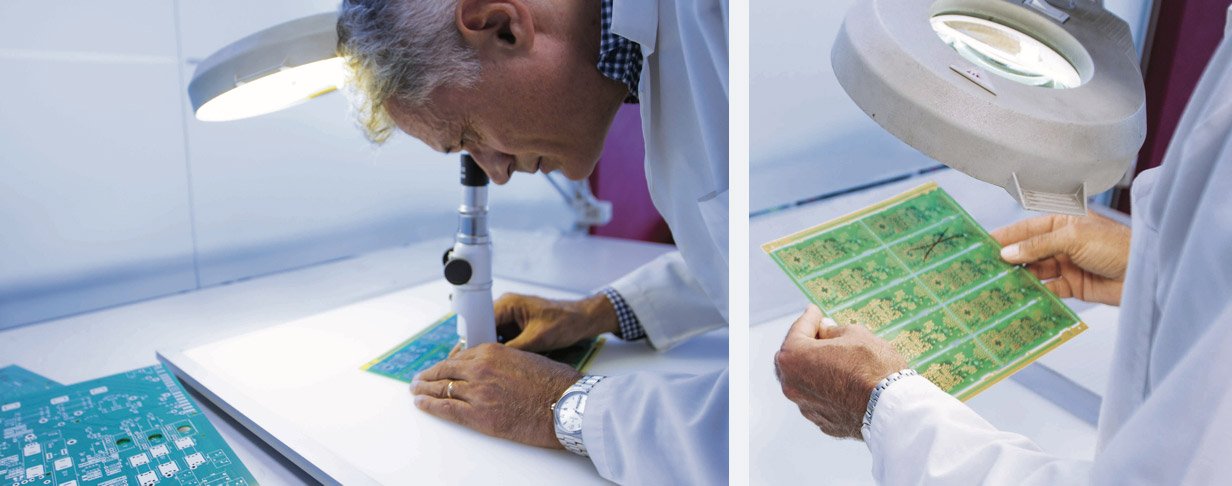
Teknikerna kontrollerar datapaketet och verifierar att all information som behövs för tillverkningen är tydlig och fullständig. Vi kontrollerar också att konstruktionen och specifikationerna stämmer överens med tillverkningsmöjligheterna.
När alla tekniska frågor har lösts kommer de nödvändiga verktygen för produktion att vara beredd.
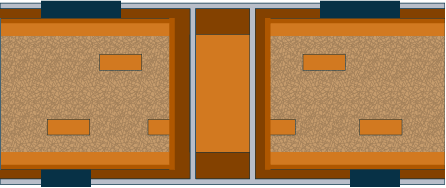
Förberedelse av tillverkningspanelerna.
Tillverkare använder vanliga tillverkningspaneler. Tillverkningspanelen måste utformad för att maximera materialanvändningen, med tanke på mönsterkortsdimensionerna och tillverkningskrav: processkontrollkuponger, verktygshål och hantering.
Förberedelse av arbetsfilm (fotoverktyg).
Med hjälp av en laserplotter skapas en film för varje PCB-monteringsskikt. Laserplottern står i ett mörkerrum med kontrollerad temperatur och luftfuktighet. Filmerna registreras med varandra för att säkerställa perfekt anpassning mellan lagren.
De stansade registerhålen används senare för att anpassa filmerna under UV-exponeringsprocessen. En annan metod är att använda laser direct imaging (LDI) med hjälp av en CCD-kamera i exponeringsmaskinen för att registrera fotostolen.